الفريق الهندسي لشركة اونجارد، وبالاعتماد على أكثر من عقدين من الخبرة إلى جانب التحصيل العلمي العالي من جامعات مرموقة داخل وخارج البلاد، ومن خلال إنتاج أكثر من عشرة آلاف قطعة تشمل قطع صناعات تصنيع الآلات، وصناعة السيارات، وصناعة القوالب، وصناعات النفط والغاز والبتروكيماويات، والصناعات الكهربائية، وصناعة الإسمنت وتجهيز المواد المعدنية، باستخدام سبائك مثل مجموعات الفولاذ الكربوني، والفولاذ منخفض السبائك، والفولاذ المقاوم للحرارة (الستانلس والحراري)، والمنغنيزي (هادفيلد)، والكروم العالي، بالإضافة إلى حديد الزهر عالي الكروم — قادر على إنتاج القطع حسب التحليل الكيميائي الخاص والمعايير والمواصفات المطلوبة من قِبلكم، زبائننا الكرام، وذلك باستخدام أحدث البرمجيات الهندسية ومختبر مجهّز لتحليل البُنية المعدنية (الميتالوغرافي) واختبارات ميكانيكية أخرى. ومن خلال تحديد ميل التجمّد المناسب وسائر العمليات اللازمة، نقدم لكم القطعة المطلوبة بالمواصفات والخصائص المنشودة مع شهادة جودة موثوقة، وبأفضل جودة وأقل تكلفة.
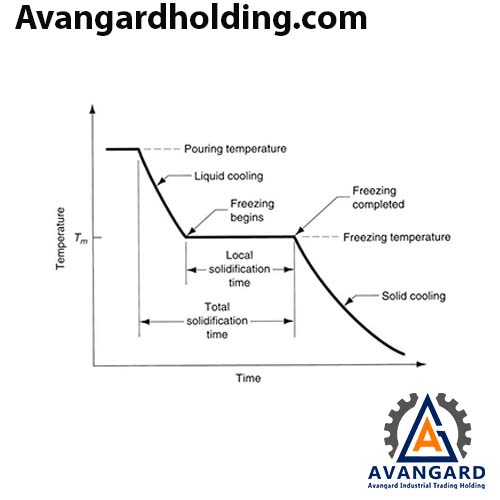
في الواقع، منذ أن اكتسب الإنسان القدرة على صهر واستخلاص المعادن، أصبحت ظاهرة التجمُّد جزءاً من معارفه ومهاراته في تصنيع الأدوات والمعدات التي يحتاج إليها. يُعتبر التجمُّد إحدى الطرق الاقتصادية لإنتاج العديد من المعادن.
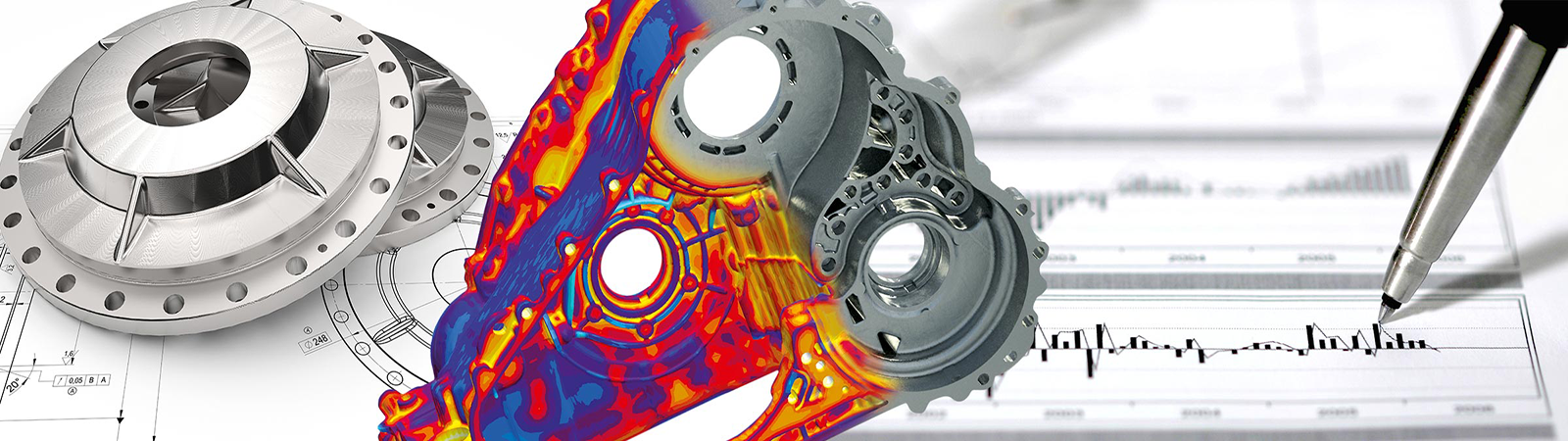
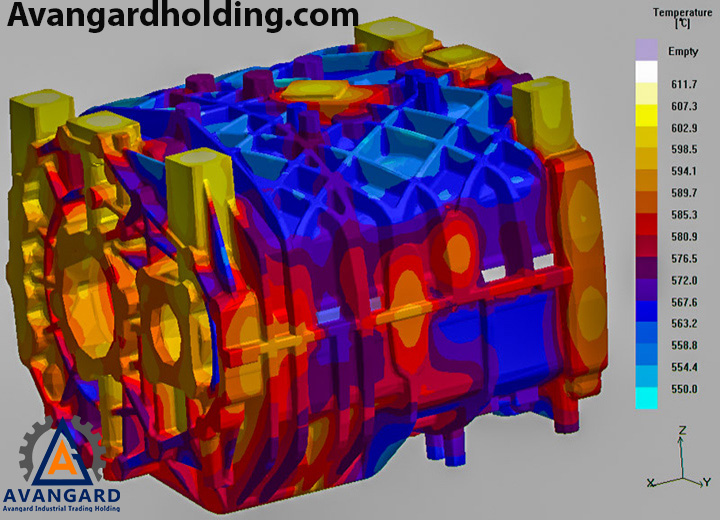
في العقود الأخيرة، ومع تطور المعرفة البشرية في فهم المواد وتأثير متغيرات عمليات الإنتاج على البنية المجهرية والخصائص الميكانيكية، ازدادت أهمية التجمُّد في المعادن المصبوبة بشكل كبير. إن سرعة تجمُّد المصهور هي التي تحدد البنية المجهرية النهائية للقطعة، وتلك البنية هي التي تحدد خصائصها. ولهذا السبب، في بعض الحالات، يتم تركيب سخانات ومبردات حول القالب من أجل تنظيم سرعة التجمُّد وضمان تجمُّد موحد داخل القطعة. ويجب الانتباه إلى أن سرعة التبريد تختلف في أماكن مختلفة من القطعة.
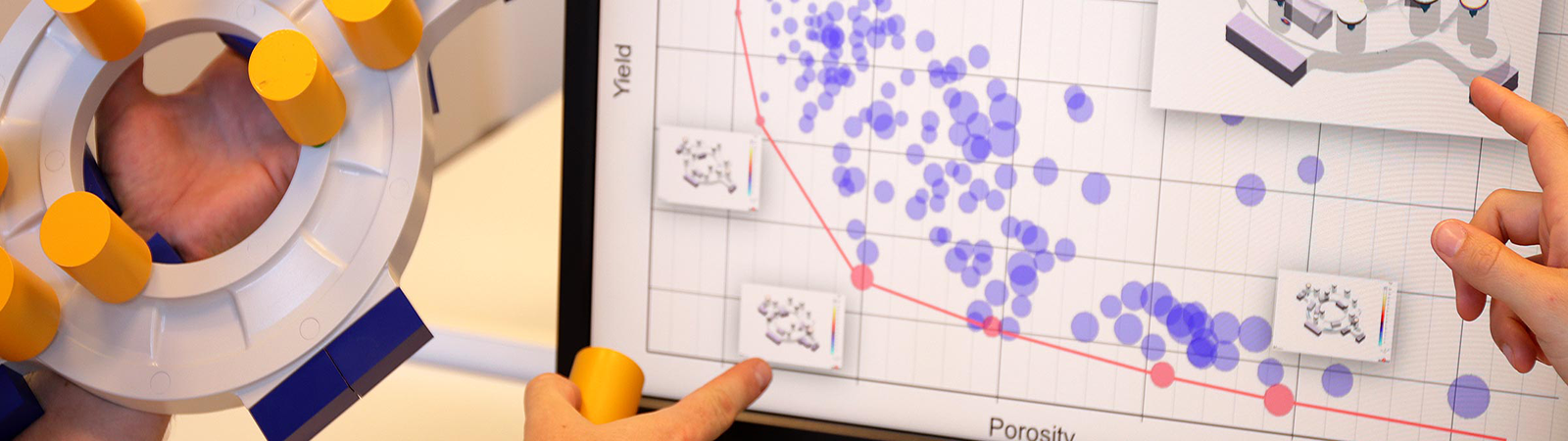
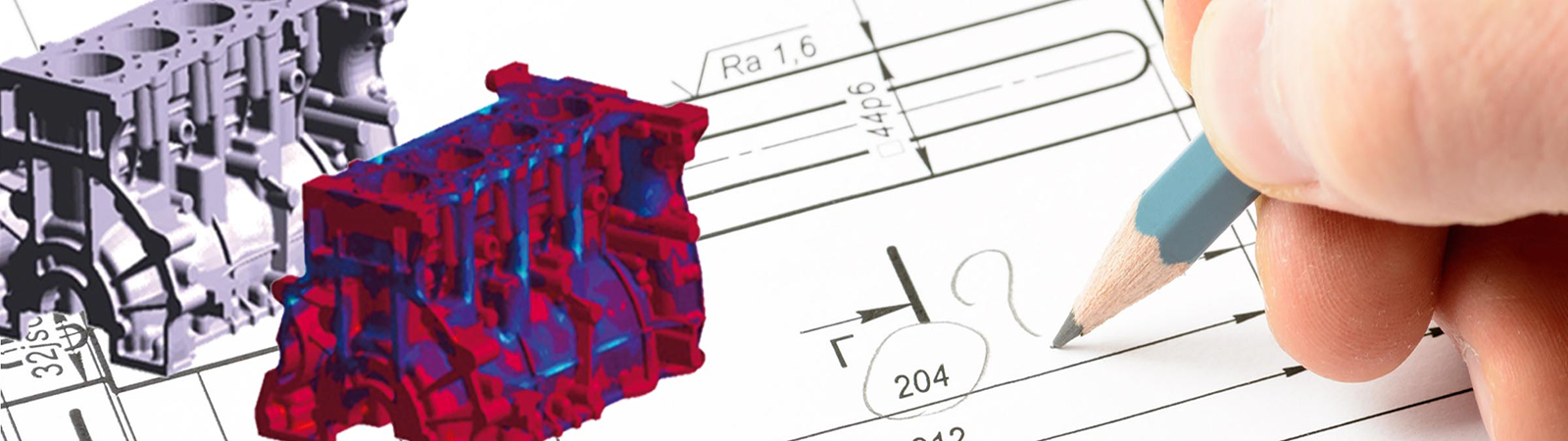
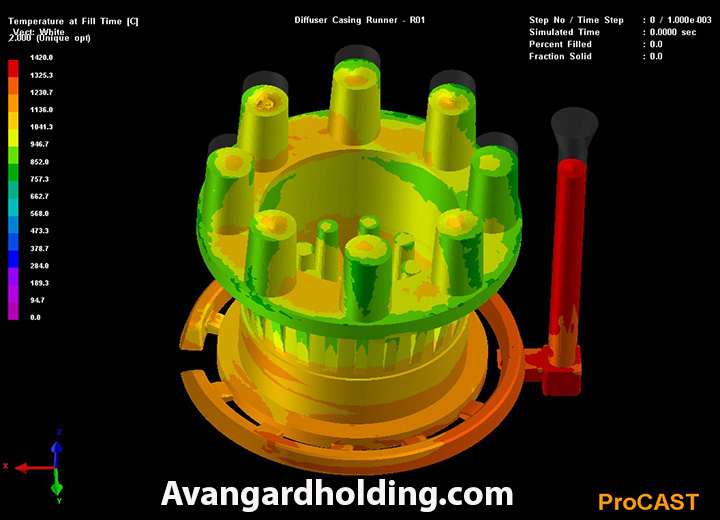
في الوقت الحاضر، من أجل تحليل ظواهر التجمُّد في السباكة، يتم من جهة تطوير رؤى وتقنيات متعددة في علم المعادن للسيطرة على البنى المجهرية للتجمُّد وتحسينها، ومن جهة أخرى، تُستخدم الحواسيب القوية لإجراء التحليلات العددية والمحاكاة الهندسية، حيث تُدرس وتُقيَّم سلوكيات انتقال الحرارة، وتدفق السوائل، والتحولات الطورية أثناء التجمُّد في القطع والسبائك المختلفة.
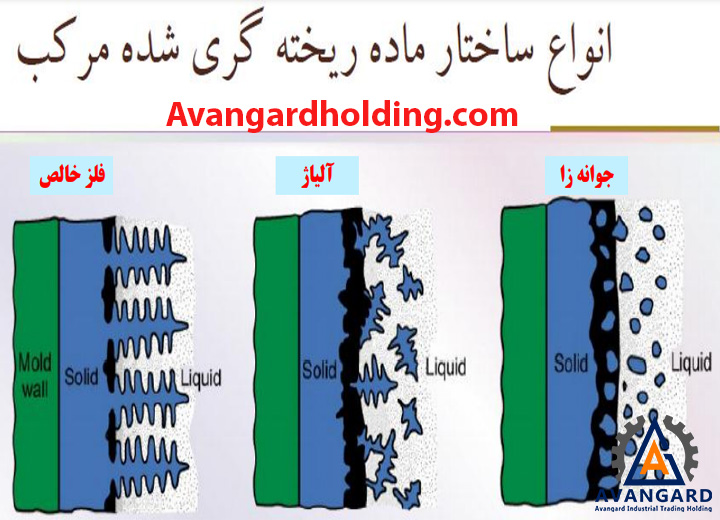
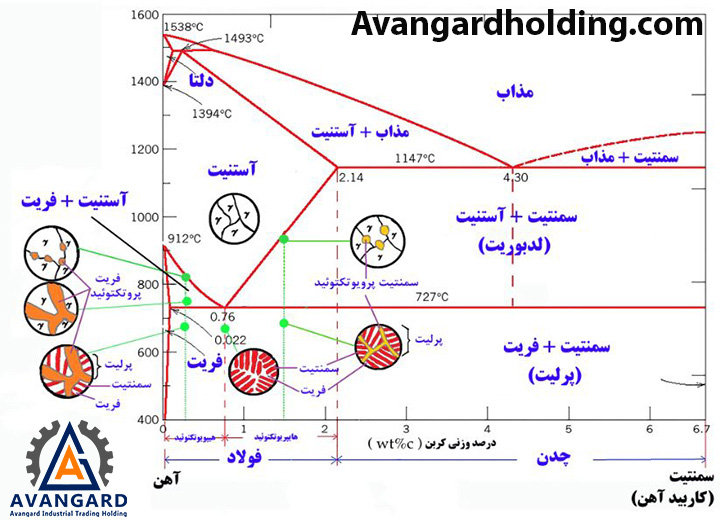
يختلف التجمُّد حسب نوع المصهور المعدني، والذي قد يكون أحد الأنواع التالية:
عنصر نقي
سبيكة
تجمُّد المعادن النقية
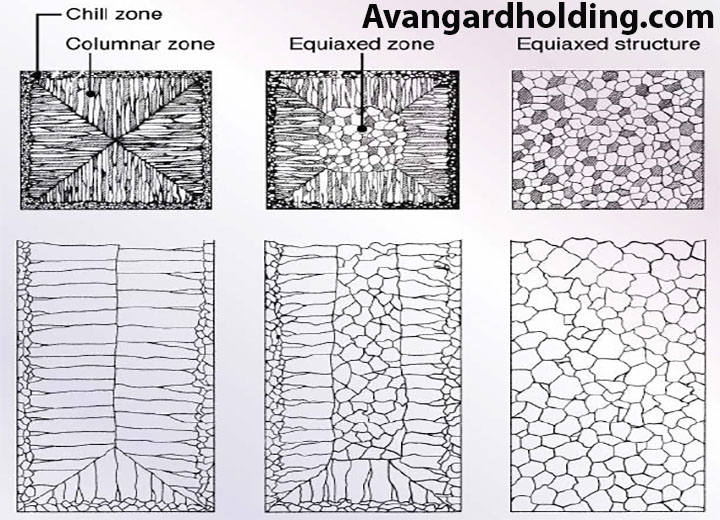
بسبب انتقال الحرارة العالي في جدار القالب، تتكوّن مباشرة بعد صب المصهور طبقة رقيقة من المعدن المتجمّد عند السطح البيني بين جدار القالب والمصهور. في هذه الطبقة، وبسبب سرعة التبريد العالية، تكون البنية المجهرية على شكل حبيبات دقيقة وعشوائية. ومع تقدم عملية التجمُّد، تمتد الحبيبات في اتجاه انتقال الحرارة.
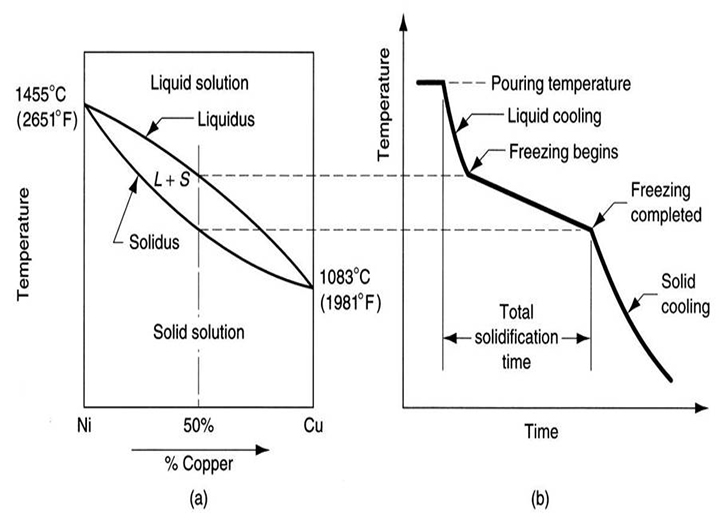
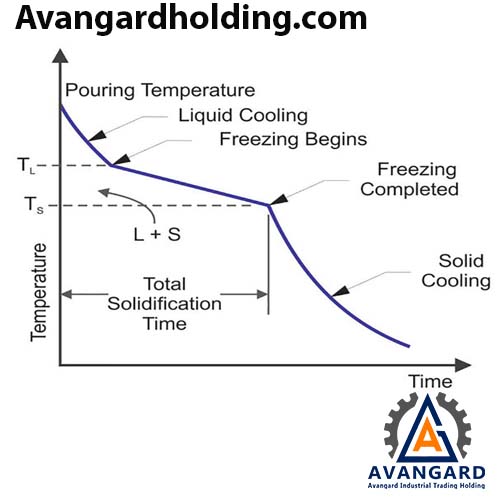
معظم السبائك لا تتجمّد عند درجة حرارة واحدة، بل تتجمّد ضمن نطاق من درجات الحرارة. تبدأ عملية التجمُّد من درجة حرارة المصهور وتستمر حتى تصل إلى درجة حرارة التجمُّد. ومثل المعادن النقية، تتكوّن مباشرة بعد صب المصهور طبقة رقيقة من المعدن المتجمّد عند السطح البيني بين المصهور وجدار القالب.
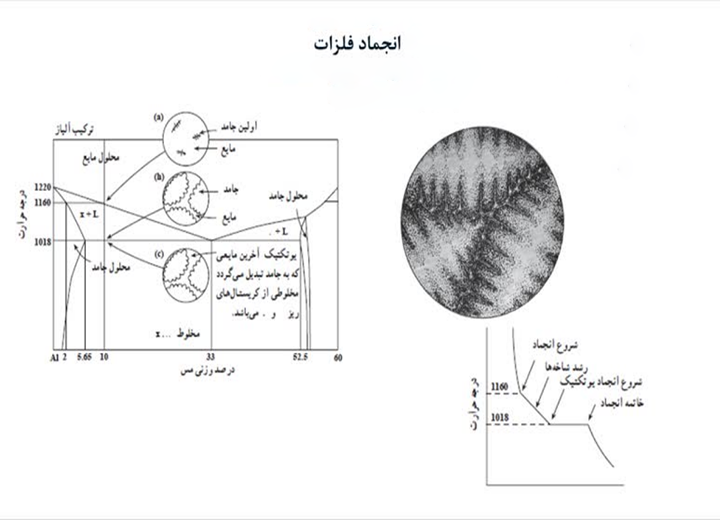
تتشكل التفرعات البلورية (الدندريتات) تدريجياً، ولكن نظراً للنطاق الواسع لدرجات الحرارة بين خط التجمُّد وخط المصهور، فإن جزءاً من المصهور يتجمّد مبكراً، وتنمو حبيباته بشكل أكبر في اتجاه انتقال الحرارة مقارنة بالجزء الذي يتأخر في التبريد. ونتيجة لذلك، يبرد المصهور المعدني في مركز القطعة بشكل أبطأ، وبالتالي تكون البنية المجهرية فيه أدق وأصغر حجماً.
يحدث الانكماش في ثلاث مراحل:
أثناء تبريد المعدن في حالته السائلة
أثناء تبريد المعدن من الحالة السائلة إلى الحالة الصلبة
تأثير سرعة التجمُّد للمعدن المصهور في السباكة الصلبة مهم من نواحٍ مختلفة مثل تأثيره على إنتاج القطعة، وبنية المعدن، والخصائص الميكانيكية، وما إلى ذلك. فزيادة سرعة التجمُّد تؤدي إلى تجمُّد المصهور في القالب في وقت أقصر، وبالتالي يتم إنتاج عدد أكبر من القطع في فترة زمنية محددة. لذلك، إذا كان من الممكن زيادة سرعة التجمُّد للمعدن المصهور في القالب بطريقة لا تؤدي إلى تغييرات غير مرغوب فيها في خصائص القطعة، يمكن زيادة عدد القطع المنتجة وبأقل تكلفة اقتصادية. من جهة أخرى، يمكن أن تؤثر سرعة التجمُّد على خصائص القطعة وبنيتها المجهرية؛ فعند زيادة سرعة التجمُّد أو بمعنى آخر، زيادة سرعة تبريد المصهور، يتكون عدد كبير جداً من النوى الصلبة في المصهور، وعند نموها، تتشكل بنية مجهرية تحتوي على حبيبات صغيرة. هذه البنية تتمتع بخصائص ميكانيكية جيدة نسبياً. في هذه البنية، بسبب صغر حجم الحبيبات، يزداد عدد حدود الحبيبات؛ وبالتالي، لتغيير شكل البنية الدقيقة الحبيبات، ستكون هناك حاجة إلى مزيد من القوة والإجهاد. لذلك، يظهر القطعة قوة أكبر. من ناحية أخرى، فإن دقة الحبيبات تزيد من الصلابة والمرونة، مما يجعل المعدن يظهر مقاومة جيدة للقوى الميكانيكية.
إذا انخفضت سرعة التبريد أثناء التجمُّد أو سرعة تبريد المصهور، فإن عدد النوى الصلبة (الزهرات) سيصل إلى الحد الأدنى؛ في هذه الحالة، سيستمر نمو النوى ويؤدي إلى بنية حبيبية خشنة. في القطع ذات البنية المجهرية ذات الحبيبات الكبيرة، وبالنظر إلى قلة عدد حدود الحبيبات، تكون القوة أقل مقارنة بالقطع ذات البنية الدقيقة الحبيبات. ومع ذلك، عند درجات الحرارة العالية، سيكون للقطعة ذات البنية الحبيبية الكبيرة مقاومة أفضل ضد القوى مقارنة بالقطعة ذات البنية الحبيبية الدقيقة.
تعتمد سرعة التجمُّد للمصهور على السعة الحرارية والتوصيل الحراري للمعدن المصهور ومواد القالب. كلما زادت السعة الحرارية والتوصيل الحراري للمعدن المصهور ومواد القالب، يتم نقل حرارة المصهور إلى الخارج بسرعة أكبر، وبالتالي يتجمَّد المصهور بسرعة أكبر. على سبيل المثال، يتبخّر المصهور في القوالب المعدنية والجرافيتية بسرعة أكبر من المصهور في القوالب الرملية، وبالتالي يتجمَّد بسرعة أكبر.
أفضل نوع من التجمُّد في القطع المصبوبة هو التجمُّد الموجه في السباكة أو المتحكم فيه، حيث يبدأ تجمُّد المصهور من أبعد نقاط القالب عن التغذية، وآخر مرحلة في التجمُّد تحدث في منطقة التغذية. وهناك طريقة أخرى لتوجيه التجمُّد هي استخدام مبرد (CHILL)، الذي عادةً ما يتم اختياره من مواد مثل النحاس، الفولاذ، الجرافيت، والألومنيوم، وغالباً ما يُستخدم داخل تجويف القالب أو في جدرانه. في هذه الحالة، يُسمى المبرد الداخلي (internal chill) أو المبرد الخارجي (external chill). وأحياناً يُقترح استخدام رمال مثل رمال الكروميت أثناء عملية القوالب التي تتمتع بقدرة تبريد عالية. من خلال إنشاء تدرج حراري أعلى، يوجه المبرد جبهة التجمُّد، وبالتالي يزيد من تغذية القطعة، خاصة في السبائك ذات التجمُّد الخثاري، كما يمكن أيضاً من خلال استخدام المبرد أو العزل (عزل جزء من القالب) ضبط اتجاه التجمُّد في جميع السبائك. في هذه الحالة، تتشكل الحفر والفراغات الانكماشية في منطقة التغذية. من ناحية أخرى، تنتقل الغازات والشوائب الموجودة في المصهور عبر جبهة التجمُّد نحو منطقة التغذية ويتم طردها من القطعة. بعد التجمُّد، من خلال فصل منطقة التغذية، يتم الحصول على القطعة بجودة مناسبة.
تحتوي على حبيبات دقيقة جداً نتيجة تفاعل المصهور مع سطح القالب.
منطقة نمو الأعمدة:
في هذه المنطقة، تتشكل الحبيبات بشكل أعمدة، واتجاه الحبيبات دائماً يكون في اتجاه بلوري لها وأيضاً عكس اتجاه انتقال الحرارة. بحيث تتحرك الأعمدة التي تتماشى بشكل أكبر مع اتجاه انتقال الحرارة بشكل تنافسي وتمنع نمو الخلايا المجاورة. إذا زادت درجة حرارة الصب، فإن زيادة التدرج الحراري ستزيد من احتمال زيادة طول الأعمدة. وإذا انخفضت درجة حرارة الصب، فإن طول الأعمدة سيقل بسبب انخفاض التدرج الحراري.
المنطقة المحورية:
بسبب انخفاض درجة الحرارة وزيادة التركيز، فإن مستوى التبريد المفرط المركب في مركز القطعة يزيد، مما يسمح بحدوث تبرعم ونمو متجانس. بالإضافة إلى ذلك، يمكن أن يؤدي النمو التنافسي للأعمدة إلى تمزق جزء منها وطردها في جبهة المصهور.

 فارسی
فارسی English
English Русский
Русский