بعد الانتهاء من عملية الصب والتجميد، يجب أن تبرد القطع. يمكن أن تتم عملية التبريد داخل القالب أو خارجه، ويعتمد اختيار طريقة تبريد القطعة على نوع المعدن أو السبيكة وموديول السطح الخاص بالقطعة. إذا كان من الضروري تبريد القطعة داخل القالب، يجب منحها وقتًا كافيًا لتبرد إلى درجة الحرارة المناسبة، ثم يتم تفريغ القالب. تؤثر سرعة التبريد على البنية المجهرية، وتؤثر الخصائص الميكانيكية للقطعة على هذه البنية وسرعة التبريد؛ وبالتالي فإن تفريغ القالب في وقت مبكر يؤدي إلى خصائص ميكانيكية غير مرغوبة، وظهور عيوب، أو تقليل عمر وأداء القطعة. ولهذا السبب، في شركة أفانغارد، وبالاعتماد على فريق هندسي محترف وعمالة ماهرة وذات خبرة في إنتاج أنواع الفولاذ والحديد الزهر السبائكي، وبالاستفادة من أحدث الإمكانيات في صناعة السباكة، مثل أجهزة الاهتزاز (Shake Out)، والمطارق الكهربائية، ومختلف أنواع الهيلتي والبيكور، وآلات الجلخ والقطع، الميني فرز، حجر الطاولة، الفريزة اليدوية، أحجام مختلفة من أقراص القطع والصنفرة، القطع باللهب (الوقود والأوكسجين)، وتقنية شوت بلاست (Shotblasting)، وغيرها من المعدات الشائعة في السباكة، يتم تنفيذ عملية التفريغ بأفضل شكل ممكن بحسب المادة المستخدمة في تصنيع القطعة.
بعد صب المعدن وتفريغ القطعة من القالب، يتم تنفيذ مجموعة من العمليات على القطعة تُعرف باسم “العمليات التكميلية”. تهدف هذه العمليات إلى تحسين خصائص مثل: جودة المظهر الخارجي، مقاومة التآكل، مقاومة الاحتكاك، الصلابة، إزالة الزوائد العالقة والعيوب السطحية وغيرها، وتُجرى على سطح القطعة.
تشمل عمليات الإنهاء المراحل التالية:
إزالة الرمل: فصل رمل القالب واللب من القطعة.
الفصل: إزالة الأجزاء الزائدة مثل نظام التغذية، الموزع، الزوائد وغيرها.
التنظيف (Trimming) والتشطيب النهائي: إزالة الزوايا والحواف الحادة من القطعة.
في عمليات الصب باستخدام السبائك ذات درجات الانصهار العالية (مثل الفولاذ والحديد الزهر)، تؤدي درجات الحرارة المرتفعة أثناء الصب إلى حدوث تفاعلات ضارة وغير مرغوب فيها بين مكونات خليط الرمل والمعدن المنصهر، مما يؤدي إلى التصاق الرمل بأسطح القطعة. لذلك، يجب تنظيف أسطح القطعة بعد تفريغ القالب. وتعتمد تكلفة ومدة عملية التنظيف على حجم وتعقيد القطعة ونوع عملية الإنتاج.
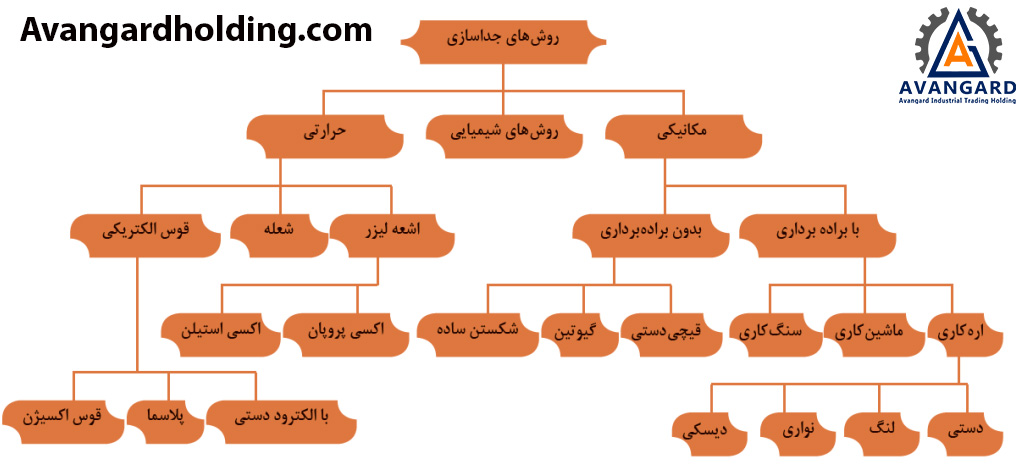
توجد طرق مختلفة لتفريغ القالب وإزالة الرمل:
طريقة الأسطوانة الدوارة: في هذه الطريقة، يتم استخدام أسطوانة مثقبة دوارة؛ حيث تؤدي حركة الدوران إلى فصل حبيبات الرمل عن القطعة وخروجها من خلال الثقوب الموجودة على جسم الأسطوانة.
طريقة الأسطوانة الاهتزازية: هي عملية مستمرة تُستخدم لقطع العمل الدقيقة ولتبريدها أثناء التفريغ. هذه الأنظمة أوتوماتيكية وتؤدي مهام التفريغ وإزالة الرمل بشكل كامل دون تدخل يدوي. الأنظمة الهوائية (النيوماتيكية) الموجودة في هذه الآلات تُسهم في تفريغ القالب. من مزايا هذه الآلات تقليل كمية الغبار الناتج، تقليص وقت تفريغ القالب، زيادة سرعة الأداء وتحسين السيطرة على القضايا البيئية.
العملية الاهتزازية: تُعد من أكثر الطرق شيوعاً وقدماً في عمليات التفريغ وإزالة الرمل، وتُستخدم في معظم مصانع السباكة. تعتمد هذه الطريقة على استخدام جهاز “شيك أوت” (Shake Out). تتميز هذه الطريقة بنطاق اهتزازات عالٍ جداً، ولهذا السبب قد تنفصل أنظمة التغذية والقنوات من القطعة أثناء الاهتزاز. تُعد هذه الطريقة مثالية للإنتاج بكميات كبيرة.
بعد من تفريغ القالب وإزالة الرمل، يجب إزالة الإضافات مثل: نظام القنوات، التغذية، الزوائد، وغيرها من المواد الزائدة عن القطعة. هذه الإضافات تقلل من كفاءة الصب والإنتاجية الكلية. من أجل زيادة الفائدة الاقتصادية، يجب الاهتمام بتصميم التغذية ونظام القنوات. اليوم، باستخدام الحسابات الدقيقة وبرامج المحاكاة، يمكن تقليل الفاقد والعائدات. تُستخدم العديد من برامج المحاكاة في صناعات الصب لأهداف محددة. توفر برامج المحاكاة حسابات دقيقة لتحديد عدد وموقع وأبعاد التغذية، شكل وأبعاد وموقع اتصال نظام القنوات بالقطعة؛ لتحقيق أقصى كفاءة ممكنة. عادةً ما تكون النتائج المحاكاة دقيقة بنسبة تصل إلى 80٪.
يتم استخدام هذه الطريقة عادةً لكسر نظام المسار والتغذية في القطع الهشة والقابلة للكسر. في بعض الأحيان، أثناء التفريغ، يتم فصل الإضافات عن القطعة، ويجب منع دخول الإضافات والبرادة إلى خليط الرمل.
فصل الفاصلة باستخدام القوس الكهربائي هو أحد أكثر الطرق الاقتصادية لفصل القطع الصب في الصناعات الكبيرة والمتوسطة ويعتبر بديلاً لعمليات الطحن. يتم توليد الحرارة عن طريق القوس الكهربائي الذي يتم إنشاؤه بين القطب الجرافيتي والنحاس المغلف. يتم إزالة الزوائد بسرعة عالية. أكبر عيب لهذه الطريقة هو إنتاج الدخان العالي والضوضاء.
في هذه الطريقة يمكن أن يتم الفصل باستخدام منشار يدوي، أو بالطحن أو بالمعالجة الآلية. في الفصل باستخدام منشار الكمان، يجب اختيار الشفرة (المواد، الشكل، والحجم) بناءً على نوع القطعة. في الفصل باستخدام العجلة الكاشطة (الطحن) وآلة الفرز (المعالجة الآلية)، يمكن إزالة الزوائد من القطعة باستخدام سرعة عالية للعجلة الكاشطة. يتم استخدام هذه الطريقة لإزالة الزوائد الكبيرة أو لتقليل سمك الأسطح. الدقة العالية والاقتصادية لهذا الأسلوب قد جعلتها طريقة شائعة. أحد الأدوات الأخرى المستخدمة في الفصل هو المنشار الشريطي الذي يستخدم شفرة مشابهة للشفرة التقليدية ولكن على شكل حلقة. تدور الشفرة الشريطية حول محوري الجهاز، وعند تماسها مع القطعة يتم إجراء عملية إزالة الرقائق.
أحد أنواع الأدوات الأخرى في عمليات الفصل هو استخدام الحجر اليدوي. يتم استخدام هذه الطريقة لفصل جميع المعادن والسبائك. في هذه الطريقة، يتم إجراء عملية إزالة الرقائق بدقة عالية بواسطة الجسيمات الكاشطة الملتصقة بشفرة القطع. في عملية الطحن (grinding)، الدقة وسرعة الأداء عالية. يقوم الحجر المخصص في عملية الطحن بإجراء عملية القطع بواسطة الجسيمات الصلبة، وفي الواقع، كل جزء من الجسيمات الكاشطة هو بمثابة أداة قطع تقوم بأداء جزء معين من القطع. بعد فصل النظام المخصص باستخدام آلة الحجر، آلة الفرز، سنبادة يدوية، شريط سنبادة، وما إلى ذلك، يتم إجراء عملية إزالة الرقائق. تستخدم آلة الفرز بنوعين كهربائي وبنظام هوائي، ومن المناسب استخدامهما حسب الدقة واللمسات أو الحجم، إما صغيرة أو كبيرة، لطحن الحواف والأسطح الخشنة البارزة وإزالة الرقائق.
تتم هذه الطريقة باستخدام غاز قابل للاحتراق مثل الأستيلين C2H2 والأوكسجين O2 كعامل للاحتراق والأكسدة، استنادًا إلى ذوبان القطعة المعدنية حتى درجة حرارة 871 – 815 درجة مئوية، حيث يحدث الأكسدة. يقتصر هذا العملية على قطع الفولاذ الكربوني والفولاذ قليل السبيكة، ولكن المعادن النشطة أو التي تحتوي على أكاسيد صعبة الذوبان لا يمكن قطعها بسهولة باستخدام اللهب.
يتم تنفيذ عملية التنظيف بهدف تحسين جودة سطح القطعة. زيادة جودة سطح القطعة يؤدي إلى زيادة مقاومة التآكل، التعب، وما إلى ذلك. في هذه المرحلة، يتم إزالة الآثار المتبقية من عمليات النشر، والحواف، وما إلى ذلك.
التنظيف الكيميائي:
في هذه الطريقة، يتم استخدام المواد الكيميائية لتنظيف سطح المعادن كما هو موضح أدناه:
التحمض (Pickling): تُستخدم المواد الكيميائية لتنظيف سطح المعادن. في بعض الأحيان، يتم استخدام طريقة التحليل الكهربائي لتنظيف سطح المعدن، مثل الطلاء الكهربائي للفولاذ المقاوم للصدأ.
تنظيف بالمذيبات (Solvent cleaning): يتم تنفيذ هذه الطريقة من التنظيف بطريقتين:
أ) القطع التي تم صنفرته ولا يجب أن يكون عليها أي غبار أو أوساخ، يتم تنظيفها باستخدام مذيب مثل الكحول الأبيض.
ب) القطع التي تم صنفرته وبعد ذلك تم تلوثها بالزيت، يتم تنظيفها باستخدام محلول محدد مثل “White Spirit”.
التنظيف الميكانيكي:
بواسطة التجليخ والمعالجة الآلية (Machining) يمكن إزالة الخدوش السميكة.
بواسطة الطحن يتم جعل الأسطح ناعمة وبدون عيوب.
التنظيف اليدوي (Hand cleaning) (مثل التجليخ اليدوي وصنفرة) لإزالة الحواف أو آثار عمليات اللحام.
التنظيف باستخدام ورق الصنفرة بدرجات مختلفة لتنظيف سطح المعدن.
التنظيف باستخدام الفرشاة السلكية.
التنظيف باستخدام الفرشاة الكهربائية.
الرملية (الرمل النفاث أو الصنفرة) تزيل الأكاسيد السطحية والرمل الملتصق بالسطح حتى عمق 2 ملم.
الكرات المعدنية (الكرات النفاثة أو الشوت بلاست) باستخدام كرات حديدية أو فولاذية بأقطار مختلفة بناءً على حجم المعدن ونوعه.
تنظيف سطح القطعة باستخدام رش جزيئات الماء بضغط عالٍ (Jet blast).
أكثر طرق تجهيز الأسطح شيوعًا هي الرملية (Sand blast) وطلاء الكرات (Shot blast).
الرملية هي إحدى طرق تنظيف أسطح القطع حيث يتم رش المواد الكاشطة على سطح القطعة بسرعة عالية باستخدام ضغط الهواء. هذه الطريقة مشابهة للصنفرة باستخدام ورق الصنفرة، ولكن لا تظهر فيها مشاكل مثل تكوين الزوايا أو البروز على السطح النهائي. بسبب الاصطدام القوي لجزيئات الرمل على سطح القطعة، يتم تنظيف جميع النتوءات والشوائب السطحية بما في ذلك الرمال المتبقية والصدأ وما إلى ذلك من على سطح القطعة. هذه الطريقة هي الأكثر شيوعًا في تنظيف القطع في الصناعة وتستخدم على نطاق واسع في الصناعات المختلفة.
خصائص الرملية:
تجعل السطح أملسًا ولامعًا.
إذا لزم الأمر، يمكن جعل السطح خشنًا ومطفأً وخشنًا.
يعتمد درجة الخشونة التي يتم إنشاؤها على سطح القطعة على نوع وحجم المواد الكاشطة والجهاز المستخدم.
طريقة عمل الرملية
في هذه العملية، يتم توصيل جهاز توليد الهواء المضغوط (الكمبروسر) بالهواء إلى خزان الرمل. يتم نقل الرمل من الخزان إلى مسار الهواء المضغوط بشكل محكم ويتم دفعه عبر الفوهة الخارجية تحت الضغط. عندما يتم توجيه الفوهة إلى سطح المعدن، يتم تنظيفه وتنعيمه وزيادة خشونته. قبل بدء عملية الرملية، يجب فحص سطح المعدن وتنظيف الشوائب الزيتية باستخدام المذيب.
Voice chat ended
في هذه الطريقة، يتم تنظيف سطح المعدن عن طريق رمي كرات معدنية. يتم توفير الطاقة اللازمة لإطلاق الكرات من خلال توربين تحت تأثير القوة الطاردة المركزية، ويقع الجزء في غرفة تتعرض لرش الكرات. كانت فلسفة ظهور هذه الآلات تهدف إلى إزالة الحاجة للعمل اليدوي، وتقليل التكاليف والمشاكل البيئية. من ناحية أخرى، يمكن استخدامها في أي مكان ولا تحدث ضوضاء كبيرة. في هذه الطريقة، يمكن جمع الجزيئات المعدنية. القيود الصحية لهذه الطريقة أقل مقارنة بالرمل السفع ولا تتطلب مساحة محصورة أو رعاية بيئية صارمة، كما أنها تتمتع بسرعة أكبر.
طريقة العمل في السفع بالكرات
في هذه الأجهزة، يتم تسريع الكرات الفولاذية بواسطة توربينات الجهاز، عن طريق شفرات شبيهة بالمجاذيف التي يمكن تعديلها وسريعة جدًا. تتحرك المواد الكاشطة على طول شعاع الشفرات وتضرب بسرعة كبيرة في اتجاه قابل للتعديل. بمجرد أن يصطدم المادة الكاشطة بالسطح، فإنها تنظفه، ثم ترتد المادة الكاشطة إلى داخل غرفة يتم استخدامها مرة أخرى. يتم فصل المواد الكاشطة القابلة للاستخدام عن الغبار والمواد الزائدة وتُستخدم مرة أخرى. يُستخدم السفع بالكرات أساسًا في الأعمال الصناعية والأجزاء ذات الحجم الكبير.
باستخدام السفع بالكرات أو شات بلاست (Shot blast)، يمكن إزالة الرمل الملتصق بالجزء وإزالة الصدأ المحتمل للأجزاء أو قبل الطلاء والتغطية لتحسين التصاق الطلاء بالسطح.

 فارسی
فارسی English
English Русский
Русский